|
|
Post by djm16 on Jun 23, 2019 13:17:26 GMT
I am about to pull the head off my 3-litre (after around 20,000 miles since I last did it!) because of loss of compression in pot 4. A leak down test shows clearly most of the compression loss is bypassing the rings.
So anticipating that I am going to be installing new rings,
1. where do others (in Australia) buy their rings from? Other than of course Wadhams / Wearings.
2. do others believe the advice that I have read several times now that honing already smooth polished bores is counter productive if using iron rings in steel bores. Other advice applies for different combinations of chrome / Nikasil bores and rings.
3. that ridge removal is also un-necessary.
|
|
|
|
Post by enigmas on Jun 23, 2019 23:59:24 GMT
If the bores are in serviceable condition David use a ball hone (not a stone hone) to apply a correct cross hatch pattern to the cyls. A ball hone due to it's design automatically applies the correct crosshatch pattern with negligible skill required and it won't enlarge the cyl. A great tool to resurface a glazed bore. Too easy to bell mouth or remove too much material from a cyl with a stone hone and end up with a rattly engine. JP pistons will make you up a set of rings if required or even one oversized for the top ring land if required. Ideally you don't wznt much more than .004" clearance between the ring land and the side of the top ring. The lower lands are generally in good condition as they're shielded by the top ring. If the top land is worn you can have the land machined for a thicker custom made top ring or an insert fitted with a standatd set. I've done this myself for a spare P76 engine I'm building. I'd suggest cast iron rings as they bed in quicker to conform to the cyls. NB. A lot of this type of engine reconditioning used to be done in the past but 'these days' it's quicker and more expedient to just fit a fresh set of new pistons or whatever. You can also have the pistons coated with both a slippery skirt coating and a different thermal barrier coating on the crown by HPC Coatings in Leongatha Victoria. I've also had this done (see pic). Skirt coatings can add from .001 - .003" (depending on wjich one ypu choose to the piston skirt dimensions. Useful in taking up wear in a bore or piston when in still useful serviceable condition. Hope this assists. 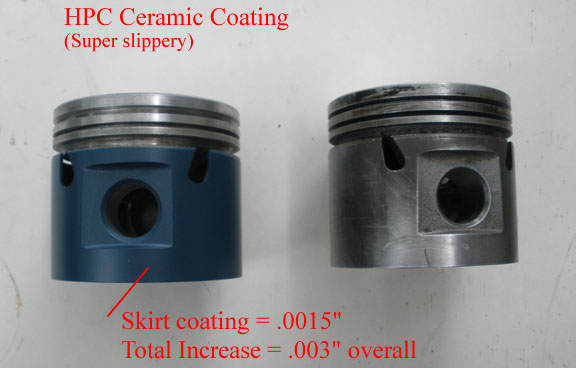    Custom made top rings by JP pistons. Other lower rings are a std set.   |
|
|
|
Post by Warwick on Jun 24, 2019 4:24:33 GMT
...HPC Coatings in Leongatha Victoria. ... Nice people to deal with. |
|
|
|
Post by djm16 on Jun 24, 2019 5:11:25 GMT
Thanks for your replies. Unfortunately number 4 bore is screwed. Something has put two deep and wide scores in the bore, I guess that would be a broken ring!
Anyway, it looks like I am going to have to man-up and pull the engine out for a rebore. I cannot tell you how little I am looking forwards to that!
|
|
|
|
Post by enigmas on Jun 24, 2019 10:54:05 GMT
If the engine has to come out you can have the one damaged cyl resleeved and if the others are serviceable reuse your current piston set. The engine in my coupe (though a V8) was damaged in this way when a boring bar was incorrectly setup and grooved the top of one of the cyls. A cyl liner insert was fitted and it's been this way for the last 26 years and 300,000 plus kilometers.
|
|
|
|
Post by djm16 on Jun 25, 2019 23:39:47 GMT
Hi Vince,
That certainly sounds more encouraging than buying a new set of pistons. As you know they are not cheap. But to be fair, with 180k on the rest of the engine, a rebore is due if not now then probably soon.
So I realise that the V8 has removeable liners, didn't think the 3-litre did though, so presumably that means reaming out a fair amount from the bore and sleeving it.
I liked the sound of the ceramic coating pistons! Maybe next time!
|
|
|
|
Post by enigmas on Jun 26, 2019 3:21:07 GMT
Hi David...the Rover and P76 V8s are sand cast blocks and don't have removeable liners per se but cast in place dry sleeves. Cyl liner sleeves are a method for reclaiming damaged cyl bores or engine blocks both cast iron and alloy. The sleeves are relatively thin walled and are pressed into place after the original cyl bore is opened up by 'boring' to accept them. The fit is a tight interference to ensure good heat transfer through the block. The liners can either be staked at the base of the bore below the ring line or also pressed down to a stop lip machined into the bottom of the damaged cyl. There's absolutely nothing new in this technology of refurbishing a damaged but serviceable engine block and it has literally be done for decades. www.enginebuildermag.com/2013/06/sleeves-liners/dannysengineportal.com/how-to-install-a-cylinder-sleeve/ |
|
|
|
Post by djm16 on Jun 26, 2019 15:59:37 GMT
Hi Vince, thanks for the references, that makes sense.
I will take it up with Peter (the man who will be doing the machining).
|
|



